


























Filter by

Thread Type

Thread Direction
DFARS Specialty Metals
Taps
Cut threads into holes so screws, bolts, and rods fit snugly. Our basic taps have straight flutes that are good for most jobs.
High-Speed Steel—The most versatile taps resist heat and wear to stay sharp. They’re good for most metals and plastic.
Cobalt Steel—These taps resist higher temperatures and and last twice as long as high-speed steel taps. They thread hard materials such as iron and hardened steel without damaging their cutting edges.
Uncoated—The economical choice, these won't last as long as coated taps.
Titanium Nitride (TiN) Coated—Run at higher speeds and last twice as long as uncoated taps.
Taper Chamfer—Good for both starting holes and threading through holes. These taps have the longest taper to gradually engage with the material, reducing the force needed to turn them. They can't reach the bottom of blind holes, however, so you will likely need to finish with a bottoming-chamfer tap.
Plug Chamfer—These taps thread through holes and blind holes. The tapered section is shorter than a taper chamfer and longer than bottoming chamfer. As a result, they're easier to turn than bottoming taps but require more force than taper taps.
Bottoming Chamfer—Cut all the way to the bottom of blind holes with taps that have the shortest taper. Since these require the most force to turn, they’re often used to finish holes started by taper- or plug-chamfer taps.
Number of Flutes—Taps with fewer flutes have more space to capture chips, so you won’t have to clear them as often. However, they can be more difficult to keep straight in the hole.
Taps Sold as Sets—Include one tap of each chamfer type.
Taps | Taps Sold as Sets | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Drill Bit | Taper Chamfer | Plug Chamfer | Bottoming Chamfer | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Thread Size | Thread Lg. | Overall Lg. | Thread Type | No. of Flutes | Size, mm | Decimal Size Equiv. | Shank Type | Each | Each | Each | No. of Taps | Each | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
High-Speed Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Uncoated | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M2 × 0.4 mm | 7/16" | 1 3/4" | Metric | 3 | 1.6 | 0.063" | Square | 0000000 | 000000 | 0000000 | 000000 | 0000000 | 000000 | 3 | 00000000 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Titanium Nitride (TiN) Coated | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M2 × 0.4 mm | 7/16" | 1 3/4" | Metric | 2 | 1.6 | 0.063" | Square | 00000000 | 00000 | 00000000 | 00000 | 00000000 | 00000 | 3 | 00000000 | 00000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Cobalt Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Uncoated | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M2 × 0.4 mm | 7/16" | 1 13/16" | Metric | 3 | 1.6 | 0.063" | Square | ——— | 0 | 0000000 | 00000 | ——— | 0 | — | ——— | 0 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Chip-Clearing Taps
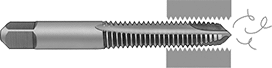 |
Spiral-Point Flute for Through Holes |
Remove long, stringy chips to produce cleaner threads than standard taps. The flute design prevents buildup to protect the quality of the threads and avoid damage to the tap. Since you don’t need to reverse these taps to extract chips, they also form threads faster.
High-Speed Steel—The most versatile taps resist heat and wear to stay sharp. They’re good for most metals and plastic.
Uncoated—The economical choice, these won't last as long as coated taps.
Titanium Nitride (TiN) Coated—Run at higher speeds and last twice as long as uncoated taps.
Titanium Carbon Nitride (TiCN) Coated—Resist heat, chipping, and wear for three times the life of uncoated taps.
Spiral-Point Flute for Through Holes—Push chips ahead of the tap and out of through holes. Also known as gun taps.
Drill Bit | Spiral-Point Flute for Through Holes | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Thread Size | Thread Lg. | Overall Lg. | Thread Type | Size, mm | Decimal Size Equiv. | Shank Type | Chamfer Type | No. of Flutes | Each | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
High-Speed Steel | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Uncoated | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M2 × 0.4 mm | 7/16" | 1 3/4" | Metric | 1.6 | 0.063" | Square | Plug | 2 | 0000000 | 000000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Titanium Nitride (TiN) Coated | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M2 × 0.4 mm | 7/16" | 1 3/4" | Metric | 1.6 | 0.063" | Square | Plug | 2 | 0000000 | 00000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Titanium Carbon Nitride (TiCN) Coated | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M2 × 0.4 mm | 7/16" | 1 3/4" | Metric | 1.6 | 0.063" | Square | Plug | 2 | 0000000 | 00000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Chip-Free Taps
No flutes, no chips. Press threads into material for zero buildup to slow you down or damage the tap. Since these displace rather than cut material, they create stronger, cleaner threads. They require an exact hole size, however, or tapping can be difficult and result in weak threads. Fluteless taps are faster and require more force to drive than fluted taps, so they're commonly used in production work on a milling machine. Also known as cold-forming taps.
High-Speed Steel—The most versatile taps resist heat and wear to stay sharp. They’re good for most metals.
Uncoated—The economical choice, these won't last as long as coated taps.
Titanium Nitride (TiN) Coated—Run at higher speeds and last twice as long as uncoated taps.
Bottoming Chamfer—Cut all the way to the bottom of blind holes with taps that have the shortest taper. Since these require the most force to turn, they’re often used to finish holes started by taper- or plug-chamfer taps.
Tap Sets
These sets include a variety of taps for threading holes so screws, bolts, and rods fit snugly.
High-Speed Steel—Single Thread Size Sets
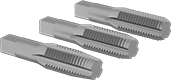 |
Taper, Plug, and Bottoming Chamfer Set |
The most versatile taps resist heat and wear to stay sharp. They’re good for most metals and plastic. These sets include one of each chamfer type: Taper for starting holes and threading through holes; plug for through holes and blind holes; and bottoming for cutting the closest to the bottom of any hole.
Uncoated—The economical choice, these won't last as long as coated taps.
Titanium Nitride (TiN) Coated—Run at higher speeds and last twice as long as uncoated taps.
