





































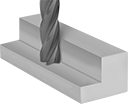
Carbide Square End Mills



For longer tool life and a better finish in general purpose milling applications, these solid carbide end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel end mills. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have a square end for milling square slots, pockets, and edges.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Use uncoated end mills for general purpose milling and short production runs. They stay sharper than coated end mills when used on soft materials like aluminum, leaving a better finish. Use coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. They’re more wear resistant than uncoated end mills. Titanium-nitride (TiN) coated end mills create less friction than uncoated end mills, which means they last longer when run at similar speeds. Titanium-carbonitride (TiCN) coated end mills have a hard, smooth finish that resists chipping and wear and prevents material from accumulating on the cutting edge. They’re especially good for use in aluminum. Titanium-aluminum-nitride (TiAlN) coated end mills dissipate heat better than other end mills, especially at high speeds. At high temperatures, the coating creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication.
Center-cutting end mills allow plunge cuts into a surface.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | O'all Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 1/2" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 000000 |
3 Flute | |||||||||
| 5/32" | 3/16" | 1/2" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
4 Flute | |||||||||
| 5/32" | 3/16" | 1/2" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 00000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | O'all Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Nitride (TiN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 1/2" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 000000 |
3 Flute | |||||||||
| 5/32" | 3/16" | 1/2" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
4 Flute | |||||||||
| 5/32" | 3/16" | 1/2" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 00000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | O'all Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Carbonitride (TiCN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 1/2" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 0000000 | 000000 |
3 Flute | |||||||||
| 5/32" | 3/16" | 1/2" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 00000000 | 00000 |
4 Flute | |||||||||
| 5/32" | 3/16" | 1/2" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 0000000 | 00000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | O'all Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Aluminum Nitride (TiAlN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 1/2" | 2" | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
3 Flute | |||||||||
| 5/32" | 3/16" | 1/2" | 2" | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
4 Flute | |||||||||
| 5/32" | 3/16" | 1/2" | 2" | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
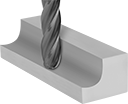
Fast-Cutting Carbide Square End Mills

Variable spacing between the flutes reduces vibration, allowing these end mills to provide fast cuts, smooth finishes, and long tool life on hard materials. Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have a square end for milling square-bottomed slots, pockets, and edges.
A titanium-aluminum-nitride (TiAlN) or aluminum-titanium-nitride (AlTiN) coating allows them to dissipate heat better than other end mills, especially at high speeds. At high temperatures, the coating creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication. Aluminum-titanium-nitride (AlTiN) has a higher percentage of aluminum than titanium-aluminum-nitride (TiAlN).
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Center-cutting end mills allow plunge cuts into a surface.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
End Mills | |||||||||
|---|---|---|---|---|---|---|---|---|---|
Aluminum Titanium Nitride (AlTiN) Coated—4 Flute | |||||||||
| 5/32" | 3/16" | 3/16" | 2" | Variable | 35°-38° | Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
| 5/32" | 3/16" | 7/16" | 2" | Variable | 35°-38° | Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
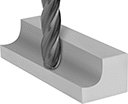
Oversize-Tolerance Carbide Square End Mills
Also known as NC tolerance end mills, these carbide end mills have oversize mill diameter tolerances. They're sized to match standard high-speed steel end mills, so you can use them as longer-lasting replacements without changing the size of the cut. Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have a square end for milling square slots, pockets, and edges. All are center cutting, allowing plunge cuts into a surface.
End mills with two flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts. End mills with four flutes provide a finer finish and operate with less vibration when run at high speeds.
Use uncoated end mills for general purpose milling and short production runs. Use titanium-aluminum-nitride (TiAlN) coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. They dissipate heat better than other end mills, especially at high speeds. At high temperatures, the coating creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Mill Dia. Tolerance | Shank Dia. | Lg. of Cut | O'all Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
2 Flute | ||||||||||
| 5/32" | 0.000" to 0.001" | 3/16" | 9/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
4 Flute | ||||||||||
| 5/32" | 0.000" to 0.001" | 3/16" | 9/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
Titanium Aluminum Nitride (TiAlN) Coated | ||||||||||
2 Flute | ||||||||||
| 5/32" | 0.000" to 0.001" | 3/16" | 9/16" | 2" | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
4 Flute | ||||||||||
| 5/32" | 0.000" to 0.001" | 3/16" | 9/16" | 2" | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
Finishing Carbide Square End Mills
Intersecting flutes create a fine finish, making these end mills good for operations requiring light stock removal, such as deburring, profiling, and finishing. Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. All are center cutting, allowing plunge cuts into a surface.
Flute pitch indicates the size of the serrations on an end mill. Coarse-pitch end mills create large chips for better performance on softer metal, such as carbon steel. Fine-pitch end mills last longer than coarse-pitch end mills and produce smaller chips for better performance on harder metal, such as hardened steel and tool steel.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Coarse Pitch | |||||||||
|---|---|---|---|---|---|---|---|---|---|
Uncoated | |||||||||
4 Flute | |||||||||
| 5/32" | 3/16" | 9/16" | 2" | Equal | 15° | Hardened Steel, Steel, Tool Steel | Center Cutting | 00000000 | 000000 |
Fine Pitch | |||||||||
Uncoated | |||||||||
4 Flute | |||||||||
| 5/32" | 3/16" | 9/16" | 2" | Equal | 15° | Hardened Steel, Steel, Tool Steel | Center Cutting | 00000000 | 00000 |
Carbide Square End Mills for Carbon Fiber, Fiberglass, and Graphite
A diamond or diamondlike coating on these end mills makes them good for machining abrasive material, such as carbon fiber, fiberglass, and graphite. Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have a square end for milling square-bottomed slots, pockets, and edges. All are center cutting, allowing plunge cuts into a surface.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Diamondlike-carbon (DLC) coated end mills are an economical option for short runs and intermittent use.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Diamondlike Carbon (DLC) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 3/4" | 2" | Equal | 33° | Carbon Fiber, Fiberglass, Graphite | Center Cutting | 0000000 | 000000 |
4 Flute | |||||||||
| 5/32" | 3/16" | 3/4" | 2" | Equal | 33° | Carbon Fiber, Fiberglass, Graphite | Center Cutting | 0000000 | 00000 |
Carbide Square End Mills for Aluminum, Brass, and Bronze
Either an aluminum non-ferrous (ANF) coating or a titanium-carbonitride (TiCN) coating prevents soft material, such as aluminum, brass, and bronze, from accumulating on the cutting edge and creating an uneven finish. Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have a square end for milling square slots, pockets, and edges. All are center cutting, allowing plunge cuts into a surface.
End mills with two flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts. End mills with three flutes provide a finer finish and operate with less vibration when run at high speeds.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
Carbide Square End Mills for Stainless Steel and Titanium
With a wear-resistant coating and high helix angle, these end mills provide excellent shearing and chip removal in stainless steel and titanium. Made of solid carbide, they are harder, stronger, and more wear resistant than high-speed steel and cobalt steel end mills for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. The coating allows them to dissipate heat better than other end mills, especially at high speeds. At high temperatures, it creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication. End mills have a square end for milling square slots, pockets, and edges. All are center cutting, allowing plunge cuts into a surface.
End mills with five flutes provide a finer finish and operate with less vibration when run at high speeds.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Aluminum Titanium Nitride (AlTiN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
5 Flute | |||||||||
| 5/32" | 3/16" | 5/16" | 2" | Equal | 45° | Stainless Steel, Titanium | Center Cutting | 0000000 | 000000 |
Carbide Square End Mills with Two Milling Ends
When one end wears out, switch to the opposite end for two times the life of a standard carbide end mill. Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have square ends for milling square slots, pockets, and edges. All are center cutting, allowing plunge cuts into a surface.
End mills with two flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts. End mills with four flutes provide a finer finish and operate with less vibration when run at high speeds.
Use uncoated end mills for general purpose milling and short production runs. Use coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. They’re more wear resistant than uncoated end mills. Titanium-nitride (TiN) coated end mills create less friction than uncoated end mills, which means they last longer when run at similar speeds. Titanium-carbonitride (TiCN) coated end mills have a hard, smooth finish that resists chipping and wear and prevents material from accumulating on the cutting edge. They’re especially good for use in aluminum. Titanium-aluminum-nitride (TiAlN) coated end mills dissipate heat better than other end mills, especially at high speeds. At high temperatures, the coating creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | O'all Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 5/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 000000 |
4 Flute | |||||||||
| 5/32" | 3/16" | 5/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 00000 |
Titanium Nitride (TiN) Coated | |||||||||
2 Flute | |||||||||
| 5/32" | 3/16" | 5/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 000000000 | 00000 |
4 Flute | |||||||||
| 5/32" | 3/16" | 5/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 000000000 | 00000 |
Titanium Carbonitride (TiCN) Coated | |||||||||
2 Flute | |||||||||
| 5/32" | 3/16" | 5/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 00000000 | 00000 |
4 Flute | |||||||||
| 5/32" | 3/16" | 5/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 00000000 | 00000 |
Titanium Aluminum Nitride (TiAlN) Coated | |||||||||
2 Flute | |||||||||
| 5/32" | 3/16" | 5/16" | 2" | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
4 Flute | |||||||||
| 5/32" | 3/16" | 5/16" | 2" | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
High-Speed Steel Square End Mills with Two Milling Ends
When one end wears out, switch to the opposite end for two times the life of a standard high-speed steel end mill. Made of high-speed steel, these end mills are for general purpose milling in most material, such as aluminum, brass, bronze, iron, and steel. Their square ends make them good for milling square slots, pockets, and edges. All are center cutting, allowing plunge cuts into a surface.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Use uncoated end mills for general purpose milling and short production runs. Use titanium-nitride (TiN) coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. They’re more wear resistant than uncoated end mills, which means they last longer when run at similar speeds.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | O'all Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 15/64" | 2" | Equal | 35° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 0000000 | 000000 |
| 5/32" | 3/16" | 7/16" | 2 1/4" | Equal | 35° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 0000000 | 00000 |
| 5/32" | 3/16" | 7/8" | 3 1/4" | Equal | 35° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 0000000 | 00000 |
| 5/32" | 3/8" | 7/16" | 3 1/8" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 0000000 | 00000 |
4 Flute | |||||||||
| 5/32" | 3/16" | 15/64" | 2" | Equal | 35° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 0000000 | 00000 |
| 5/32" | 3/16" | 7/16" | 2 1/4" | Equal | 35° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 0000000 | 00000 |
| 5/32" | 3/16" | 7/8" | 3 1/4" | Equal | 35° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 0000000 | 00000 |
| 5/32" | 3/8" | 7/16" | 3 1/8" | Equal | 30° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 0000000 | 00000 |
Titanium Nitride (TiN) Coated | |||||||||
2 Flute | |||||||||
| 5/32" | 3/8" | 7/16" | 3 1/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Tool Steel | Center Cutting | 0000000 | 00000 |
4 Flute | |||||||||
| 5/32" | 3/8" | 7/16" | 3 1/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Tool Steel | Center Cutting | 0000000 | 00000 |
Cobalt Steel Square End Mills
With better heat and wear resistance than high-speed steel, these cobalt steel end mills can run at higher speeds and provide better performance on hard material, such as iron, hardened steel, titanium, and tool steel. They have a square end for milling square slots, pockets, and edges.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Use uncoated end mills for general purpose milling and short production runs.
Center-cutting end mills allow plunge cuts into a surface.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | O'all Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/8" | 7/16" | 2 5/16" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 000000 |
Cobalt Steel Square End Mills with Two Milling Ends
When one end wears out, switch to the opposite end for two times the life of a standard cobalt steel end mill. With better heat and wear resistance than high-speed steel, these cobalt steel end mills can run at higher speeds and provide better performance on hard material, such as iron, hardened steel, titanium, and tool steel. Their square ends make them good for milling square slots, pockets, and edges. All are center cutting, allowing plunge cuts into a surface.
End mills with two flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts. End mills with four flutes provide a finer finish and operate with less vibration when run at high speeds.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | O'all Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 15/64" | 2" | Equal | 35° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
| 5/32" | 3/16" | 7/16" | 2 1/4" | Equal | 35° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
| 5/32" | 3/16" | 7/8" | 3 1/4" | Equal | 35° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
| 5/32" | 3/8" | 7/16" | 3 1/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
4 Flute | |||||||||
| 5/32" | 3/16" | 15/64" | 2" | Equal | 35° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
| 5/32" | 3/16" | 7/16" | 2 1/4" | Equal | 35° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
| 5/32" | 3/16" | 7/8" | 3 1/4" | Equal | 35° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
| 5/32" | 3/8" | 7/16" | 3 1/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 00000 |
Carbide Ball End Mills
For longer tool life and a better finish in general purpose milling applications, these solid carbide end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel end mills. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have a ball end for milling rounded slots, slopes, and contours. All are center cutting, allowing plunge cuts into a surface.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Use uncoated end mills for general purpose milling and short production runs. Use coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. They’re more wear resistant than uncoated end mills. Titanium-nitride (TiN) coated end mills create less friction than uncoated end mills, which means they last longer when run at similar speeds. Titanium-carbonitride (TiCN) coated end mills have a hard, smooth finish that resists chipping and wear and prevents material from accumulating on the cutting edge. They’re especially good for use in aluminum. Titanium-aluminum-nitride (TiAlN) coated end mills dissipate heat better than other end mills, especially at high speeds. At high temperatures, the coating creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 9/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 000000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
3 Flute | |||||||||
| 5/32" | 3/16" | 9/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
4 Flute | |||||||||
| 5/32" | 3/16" | 9/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Nitride (TiN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 9/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Nitride (TiN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
3 Flute | |||||||||
| 5/32" | 3/16" | 9/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Nitride (TiN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
4 Flute | |||||||||
| 5/32" | 3/16" | 9/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Carbonitride (TiCN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 9/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 00000000 | 000000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Carbonitride (TiCN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
3 Flute | |||||||||
| 5/32" | 3/16" | 9/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 00000000 | 000000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Carbonitride (TiCN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
4 Flute | |||||||||
| 5/32" | 3/16" | 9/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 00000000 | 000000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Aluminum Nitride (TiAlN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 9/16" | 2" | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Aluminum Nitride (TiAlN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
3 Flute | |||||||||
| 5/32" | 3/16" | 9/16" | 2" | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Titanium Aluminum Nitride (TiAlN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
4 Flute | |||||||||
| 5/32" | 3/16" | 9/16" | 2" | Equal | 30° | Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
Carbide Ball End Mills for Mold Making
These end mills cut channels with precise angles and dimensions, reducing the need for additional finishing. Also known as runner cutters. They have a ball-like profile and are specifically designed for creating modified trapezoidal or full round runners. They are not for general purpose contouring like standard ball end mills.
Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. These end mills are uncoated, so they’ll stay sharper than coated end mills and leave a better finish on soft materials like aluminum. All are center cutting, allowing plunge cuts into a surface.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute—30° Cutting Angle | |||||||||
| 5/32" | 1/4" | 1/4" | 2 1/2" | Equal | 12° | Aluminum, Brass, Bronze, Copper, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 000000 |
Carbide Ball End Mills for Carbon Fiber, Fiberglass, and Graphite
Ball Cut Style | 2 Flute |
4 Flute |
These end mills have a diamond or diamondlike coating for machining abrasive material, such as carbon fiber, fiberglass, and graphite. Made of solid carbide, they are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have a ball end for milling rounded slots, slopes, and contours. All are center cutting, allowing plunge cuts into a surface.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Diamondlike-carbon (DLC) coated end mills are an economical option for short runs and intermittent use.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Diamondlike Carbon (DLC) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 3/4" | 2" | Equal | 33° | Carbon Fiber, Fiberglass, Graphite | Center Cutting | 0000000 | 000000 |
4 Flute | |||||||||
| 5/32" | 3/16" | 3/4" | 2" | Equal | 33° | Carbon Fiber, Fiberglass, Graphite | Center Cutting | 0000000 | 00000 |
Carbide Ball End Mills for Stainless Steel and Titanium
With a wear-resistant aluminum-titanium-nitride (AlTiN) coating, these end mills provide excellent shearing and chip removal in stainless steel and titanium. Made of solid carbide, they’re harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have a ball end for milling rounded slots, slopes, and contours. All are center cutting, allowing plunge cuts into a surface.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Aluminum Titanium Nitride (AlTiN) Coated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
3 Flute | |||||||||
| 5/32" | 3/16" | 5/16" | 2" | Equal | 35° | Stainless Steel, Titanium | Center Cutting | 0000000 | 000000 |
Carbide Ball End Mills with Two Milling Ends
Ball Cut Style | 2 Flute |
4 Flute |
When one end wears out, switch to the opposite end for two times the life of a standard carbide end mill. Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. They have a ball end for milling rounded slots, slopes, and contours. All are center cutting, allowing plunge cuts into a surface.
End mills with two flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts. End mills with four flutes provide a finer finish and operate with less vibration when run at high speeds.
Use uncoated end mills for general purpose milling and short production runs. Use titanium-nitride (TiN) coated end mills for demanding, high-speed jobs in hard material as well as for longer production runs. They’re more wear resistant than uncoated end mills, which means they last longer when run at similar speeds.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 5/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 000000 |
4 Flute | |||||||||
| 5/32" | 3/16" | 5/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 00000 |
Titanium Nitride (TiN) Coated | |||||||||
4 Flute | |||||||||
| 5/32" | 3/16" | 5/16" | 2" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 000000000 | 00000 |
High-Speed Steel Ball End Mills with Two Milling Ends
When one end wears out, switch to the opposite end for two times the life of a standard high-speed steel end mill. Made of high-speed steel, these end mills are for general purpose milling in most material, such as aluminum, brass, bronze, iron, and steel. Their ball ends make them good for milling rounded slots, slopes, and contours. All are center cutting, allowing plunge cuts into a surface.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 15/64" | 2" | Equal | 35° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 0000000 | 000000 |
| 5/32" | 3/16" | 7/16" | 2 1/4" | Equal | 35° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 0000000 | 00000 |
| 5/32" | 3/16" | 7/8" | 3 1/4" | Equal | 35° | Aluminum, Brass, Bronze, Iron, Plastic, Stainless Steel, Steel | Center Cutting | 0000000 | 00000 |
Cobalt Steel Ball End Mills with Two Milling Ends
Ball Cut Style | 2 Flute |
4 Flute |
When one end wears out, switch to the opposite end for two times the life of a standard cobalt steel end mill. With better heat and wear resistance than high-speed steel, these cobalt steel end mills can run at higher speeds and provide better performance on hard material, such as iron, hardened steel, titanium, and tool steel. Their ball ends make them good for milling rounded slots, slopes, and contours. All are center cutting, allowing plunge cuts into a surface.
End mills with two flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts. End mills with four flutes provide a finer finish and operate with less vibration when run at high speeds.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||
|---|---|---|---|---|---|---|---|---|---|
2 Flute | |||||||||
| 5/32" | 3/16" | 15/64" | 2" | Equal | 35° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 000000 |
| 5/32" | 3/16" | 7/16" | 2 1/4" | Equal | 35° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 00000 |
| 5/32" | 3/16" | 7/8" | 3 1/4" | Equal | 35° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 00000 |
4 Flute | |||||||||
| 5/32" | 3/8" | 7/16" | 3 1/8" | Equal | 30° | Aluminum, Brass, Bronze, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 00000 |
Carbide Tapered Ball End Mills


These tools have a tapered profile and rounded cutting edge for making smooth contours on intricate, three-dimensional shapes. They're also known as taper degree end mills. Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. All are center cutting, allowing plunge cuts into a surface.
Use uncoated end mills for general purpose milling and short production runs. They stay sharper than coated end mills when used on soft materials like aluminum, leaving a better finish. Aluminum-titanium-nitride (AlTiN) coated end mills are better for demanding, high-speed jobs in hard material as well as for longer production runs. The coating reduces friction and vibration as they’re used, making them more wear resistant than uncoated end mills. They dissipate heat better than other end mills, especially at high speeds. At high temperatures, the coating creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Taper Angle per Side | Mill Dia. | Max. Taper Dia. | Shank Dia. | Lg. of Cut | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Uncoated | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
3 Flute | |||||||||||
| 3° | 5/32" | 3/8" | 3/8" | 1 3/4" | 3 1/2" | Equal | 28° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 0000000 | 000000 |
Aluminum Titanium Nitride (AlTiN) Coated | |||||||||||
3 Flute | |||||||||||
| 3° | 5/32" | 3/8" | 3/8" | 1 3/4" | 3 1/2" | Equal | 28° | Aluminum, Brass, Bronze, Fiberglass, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
Carbide Rounded-Edge Square End Mills for Stainless Steel and Titanium

With a wear-resistant coating and high helix angle, these end mills provide excellent shearing and chip removal in stainless steel and titanium. Made of solid carbide, they’re harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking. Often used for slotting and pocketing cuts in mold and die making, they have a 90° profile and rounded corners, which reduce flute breakage and chipping. All are center cutting, allowing plunge cuts into a surface.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Corner Cut Radius | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Aluminum Titanium Nitride (AlTiN) Coated | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
3 Flute | ||||||||||
| 5/32" | 3/16" | 5/16" | 0.01" | 2" | Equal | 35° | Stainless Steel, Titanium | Center Cutting | 0000000 | 000000 |
Fast-Cutting Carbide Rounded-Edge Square End Mills
Variable spacing between the flutes reduces vibration, allowing these end mills to provide fast cuts, smooth finishes, and long tool life on hard materials. Often used for slotting and pocketing cuts in mold and die making, these end mills have a 90° profile and rounded corners, which reduce flute breakage and chipping. Also known as corner radius end mills.
Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking.
A titanium-aluminum-nitride (TiAlN) or aluminum-titanium-nitride (AlTiN) coating allows them to dissipate heat better than other end mills, especially at high speeds. At high temperatures, the coating creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication. This makes these good for aggressive machining while roughing or making interrupted cuts.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
Center-cutting end mills allow plunge cuts into a surface.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
| Mill Dia. | Shank Dia. | Lg. of Cut | Corner Cut Radius | Overall Lg. | Flute Spacing | Helix Angle | Max. Ramping Angle | For Use On | End Mill Type | Each | |
End Mills | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
Titanium Aluminum Nitride (TiAlN) Coated—5 Flute | |||||||||||
| 5/32" | 5/32" | 15/64" | 0.01" | 2" | Variable | 40° | 4° | Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 000000 |
| 5/32" | 5/32" | 5/16" | 0.01" | 2" | Variable | 40° | 4° | Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
| 5/32" | 5/32" | 7/16" | 0.01" | 2 1/4" | Variable | 40° | 4° | Brass, Bronze, Hardened Steel, Iron, Nickel, Stainless Steel, Steel, Titanium, Tool Steel | Center Cutting | 00000000 | 00000 |
High-Feed Carbide Rounded-Edge Square End Mills
Increase your productivity with these end mills that make a shallow cut and produce thin chips that are easily cleared. Often used for slotting and pocketing cuts in mold and die making, they have a 90° profile and rounded corners, which reduce flute breakage and chipping. Also known as torus end mills. All are noncenter cutting for operations where the peripheral teeth do most of the work, such as shoulder milling, contouring, and finishing. They cannot be used for plunge cuts.
Made of solid carbide, these end mills are harder, stronger, and more wear resistant than high-speed steel and cobalt steel for the longest life and best finish on hard material. Their extreme hardness means they are brittle, so a highly rigid setup, such as a CNC machine, is necessary to prevent the end mill from breaking.
An aluminum-titanium-nitride (AlTiN) coating allows them to dissipate heat better than other end mills, especially at high speeds. At high temperatures, the coating creates a layer of aluminum oxide that transfers heat to the chips, keeping the tool cool, even when used without lubrication.
End mills with fewer flutes provide better chip clearance for high-volume, high-speed plunge, slotting, and roughing cuts; end mills with more flutes provide a finer finish and operate with less vibration when run at high speeds.
![]() For technical drawings and 3-D models, click on a part number.
For technical drawings and 3-D models, click on a part number.
Neck | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mill Dia. | Shank Dia. | Dia. | Lg. | Lg. of Cut | Corner Cut Radius | Overall Lg. | Flute Spacing | Helix Angle | For Use On | End Mill Type | Each | |
Aluminum Titanium Nitride (AlTiN) Coated | ||||||||||||
2 Flute | ||||||||||||
| 5/32" | 1/4" | 0.136" | 0.459" | 0.01" | 0.012" | 2" | Equal | 0° | Aluminum, Brass, Bronze, Copper, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | 0000000 | 000000 |
| 5/32" | 1/4" | 0.136" | 0.771" | 0.01" | 0.012" | 2 1/2" | Equal | 0° | Aluminum, Brass, Bronze, Copper, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | 0000000 | 000000 |
| 5/32" | 1/4" | 0.136" | 1.089" | 0.01" | 0.012" | 2 1/2" | Equal | 0° | Aluminum, Brass, Bronze, Copper, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | 0000000 | 000000 |
4 Flute | ||||||||||||
| 5/32" | 1/4" | 0.136" | 0.459" | 0.01" | 0.012" | 2" | Equal | 0° | Aluminum, Brass, Bronze, Copper, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | 0000000 | 00000 |
| 5/32" | 1/4" | 0.136" | 0.771" | 0.01" | 0.012" | 2 1/2" | Equal | 0° | Aluminum, Brass, Bronze, Copper, Hardened Steel, Iron, Nickel, Plastic, Stainless Steel, Steel, Titanium, Tool Steel | Noncenter Cutting | 0000000 | 000000 |